



- 产品介绍
- 技术支持
- M+M 课堂
- 购买
- 新闻
- Mastercam 助力 2021全国职业院校技能大赛 - 复杂部件数控多轴联动加工技术赛项
- Mastercam 将支持山西省国防科技工业职工职业技能大赛
- Mastercam 培训丨关于举办高效加工及数字化管理技术师资培训班的通知
- Mastercam 助力 2021全国职业院校技能大赛 - 数控综合应用技术赛项
- CNCC 9 - Mastercam 支持竞赛选手再创佳绩
- CIMT 2021丨Mastercam 助力中国职教发展,推进高技能人才建设
- 线上培训丨Mastercam 2022 全国职业院校技能大赛赛前培训
- Mastercam 持续助力2022全国职业院校技能大赛 - 广东省选拔赛“数控综合应用技术”赛项
- 线上培训丨Mastercam 智能制造应用技术专题解析
- 提升 Mastercam 综合应用能力,助力高技能人才培养丨天津区域培训活动
- 关于昊威
首页 > Mastercam 中国官方网站 > 技术支持 > 应用技巧 > 制造智库【第6期】丨行星锥齿轮减速机构(四)

制造智库【第6期】丨行星锥齿轮减速机构(四)
大家好,欢迎来到制造智库。行星锥齿轮减速机构中所介绍的三个加工零件已经完成两个。本期,我们将继续讨论减速机构中主干的加工,主要涉及工艺分析与仿真加工两大部分,接下来让我们一起探索这些精彩内容。
本期零件介绍:
|
|
 |
|
主 干 |
毛坯:铝合金⌀200X212 |
设备:卧式数控车床、五轴立式加工中心
夹具:三爪卡盘
刀柄:BT40热缩刀柄
使用刀具:

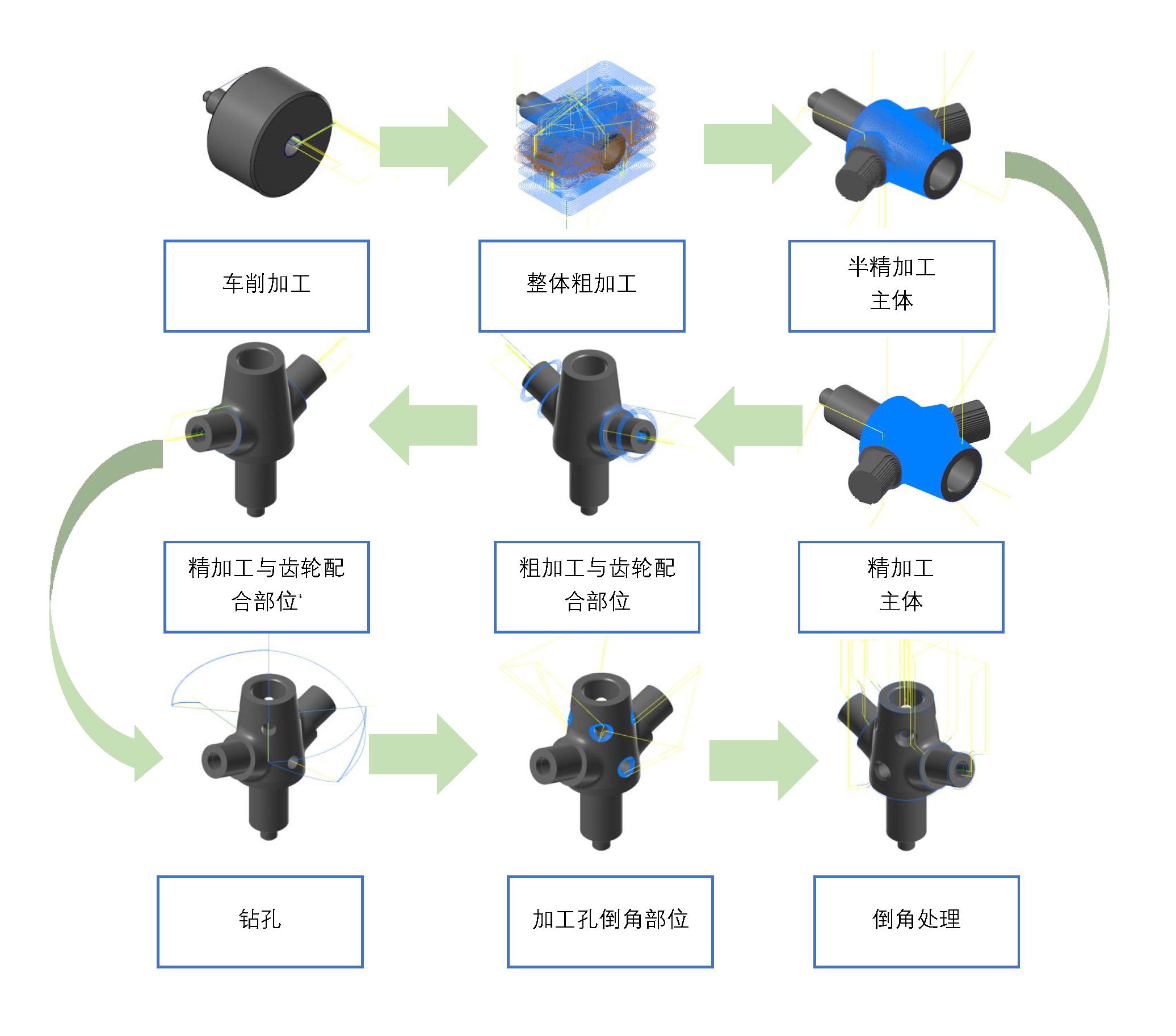
工艺分析:
在本次的工艺讲解中,首先采用数控车床对零件的原始毛坯进行初步加工,车削出大致轮廓。
完成车床工序后,接下来使用五轴铣床配置三爪卡盘夹持零件进行加工即可,首先使用动态铣削将零件剩余材料进行再次去料加工。完成后使用优化动态粗切策略去完成零件形状的粗加工。
将零件形状大致加工完成后,使用R5的球头铣刀对零件进行半精加工以去除零件在粗加工时所残留的较大余量。随后使用R3的球头铣刀进行精加工即可。
完成精加工后,对零件与齿轮配合的部位进行加工,之后进行钻孔、铣孔等操作。最后使用球刀对零件进行去毛刺策略即可完成零件加工。
工艺步骤:
仿真加工讲解视频:
感谢您阅读本期技术文章!如果您有任何疑问或需要进一步了解。敬请持续关注“Mastercam 昊威科技”公众号。
获取技术支持
立即获取技术支持
昊威科技的服务与技术支持,确保您随时从CAD/CAM的投资中获得最大收益,我们为您服务的每一步,都将提高您的工作效率。

赋能高端制造 聚焦人才培育
Mastercam 中国大陆
全领域产品销售及服务商
 010-84787981
010-84787981 北京市朝阳区望京园609号楼718号
北京市朝阳区望京园609号楼718号
北京昊威科技有限公司 版权所有 CopyRight©2014 All Rights Reserved 京ICP备 19035463号-1