



- 产品介绍
- 技术支持
- M+M 课堂
- 购买
- 新闻
- Mastercam 助力 2021全国职业院校技能大赛 - 复杂部件数控多轴联动加工技术赛项
- Mastercam 将支持山西省国防科技工业职工职业技能大赛
- Mastercam 培训丨关于举办高效加工及数字化管理技术师资培训班的通知
- Mastercam 助力 2021全国职业院校技能大赛 - 数控综合应用技术赛项
- CNCC 9 - Mastercam 支持竞赛选手再创佳绩
- CIMT 2021丨Mastercam 助力中国职教发展,推进高技能人才建设
- 线上培训丨Mastercam 2022 全国职业院校技能大赛赛前培训
- Mastercam 持续助力2022全国职业院校技能大赛 - 广东省选拔赛“数控综合应用技术”赛项
- 线上培训丨Mastercam 智能制造应用技术专题解析
- 提升 Mastercam 综合应用能力,助力高技能人才培养丨天津区域培训活动
- 关于昊威

大家好,欢迎观看本期制造智库。在前几期中,我们已经介绍了Mastercam 2025 版本中的十个主要更新的功能,以帮助大家快速掌握Mastercam 2025 的应用。
在本期内容中,我们将重点介绍 Mastercam 中自定义螺纹策略的使用方法。以及应用自定义螺纹策略来去除扣头扣尾,从而让螺纹达到技术要求。
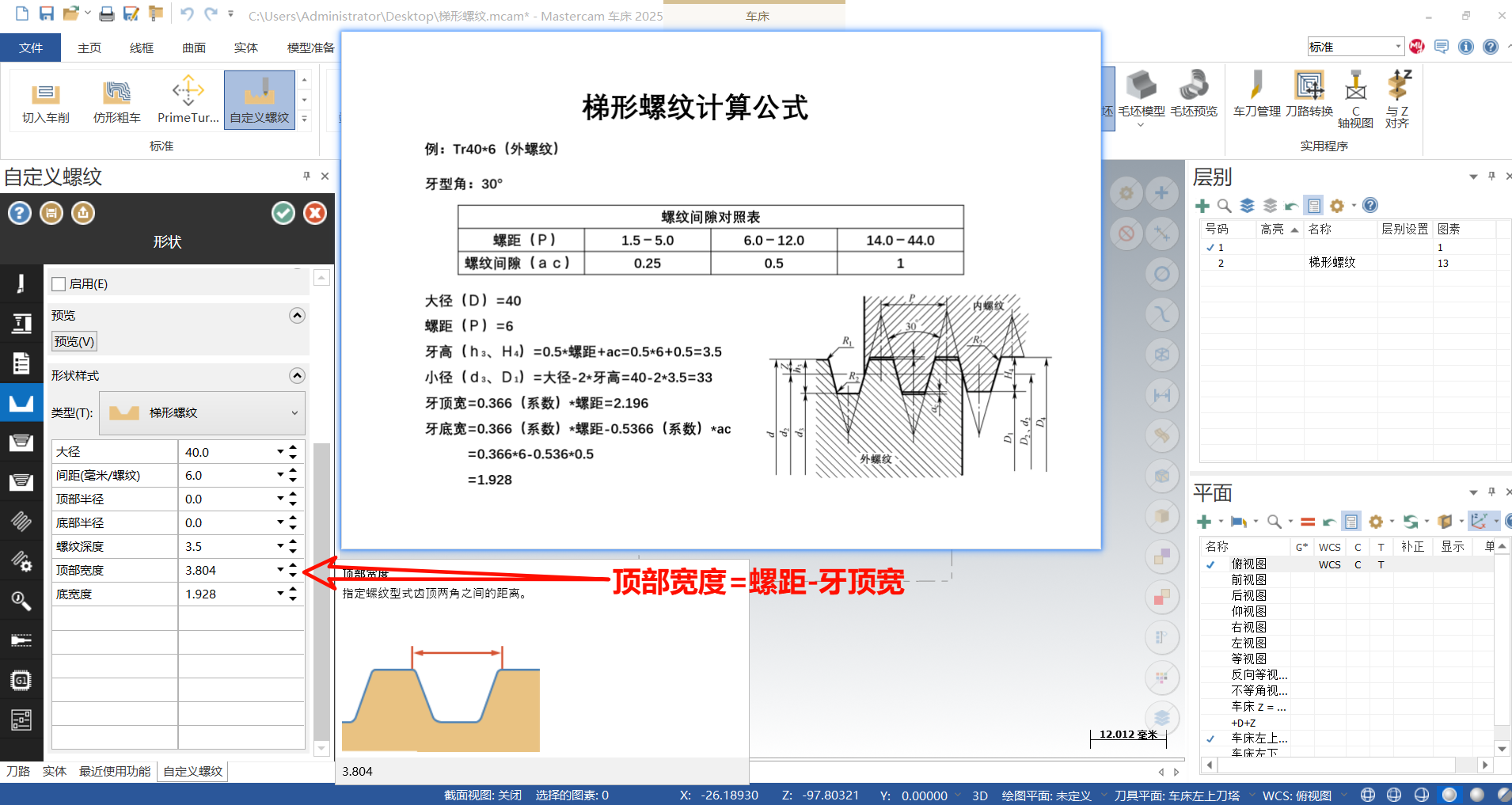
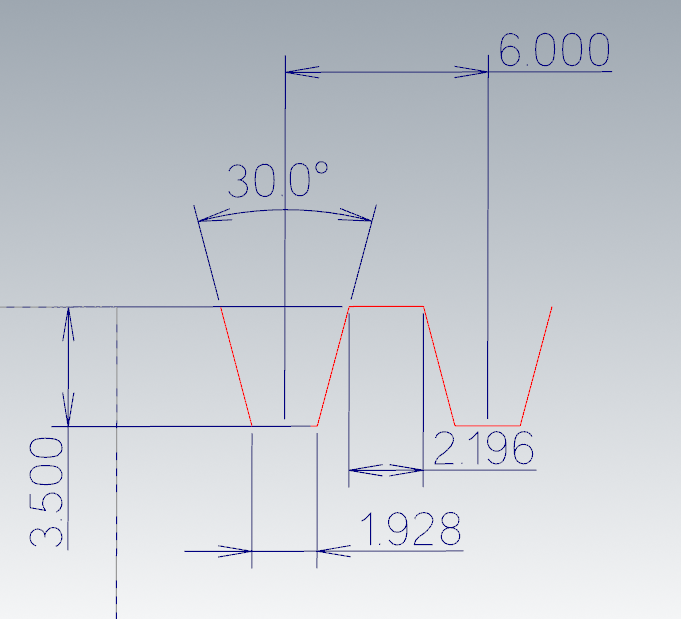
在本期将以Tr40*6的梯形螺纹进行演示
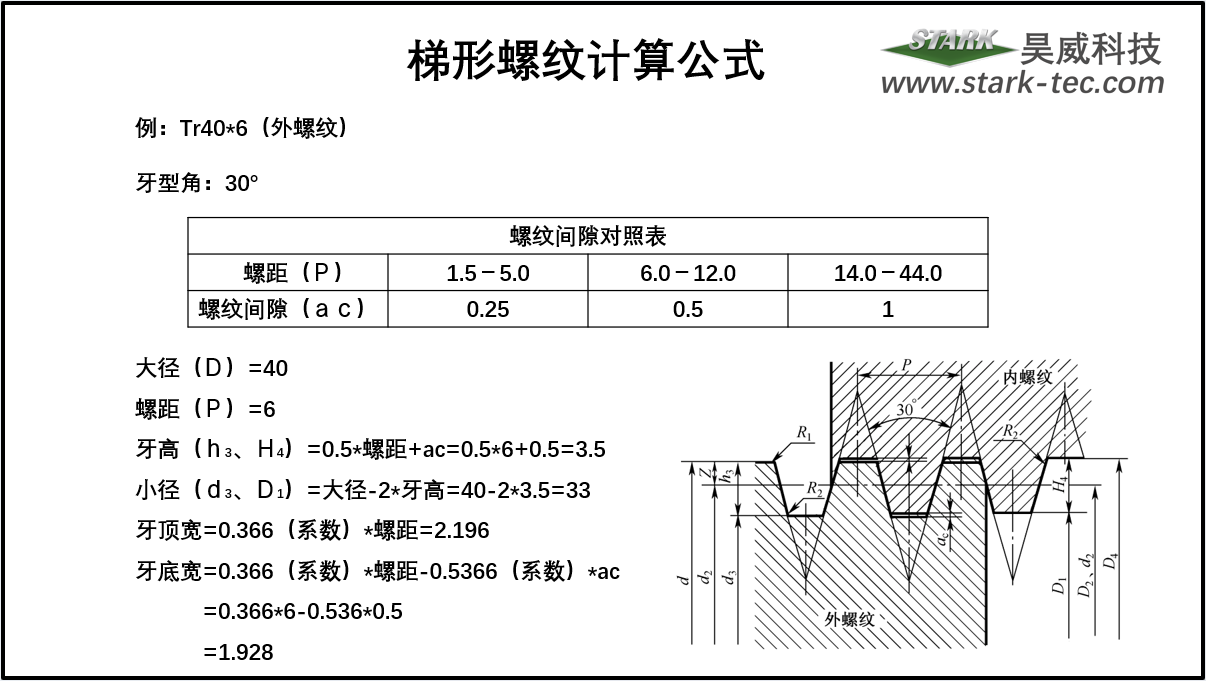
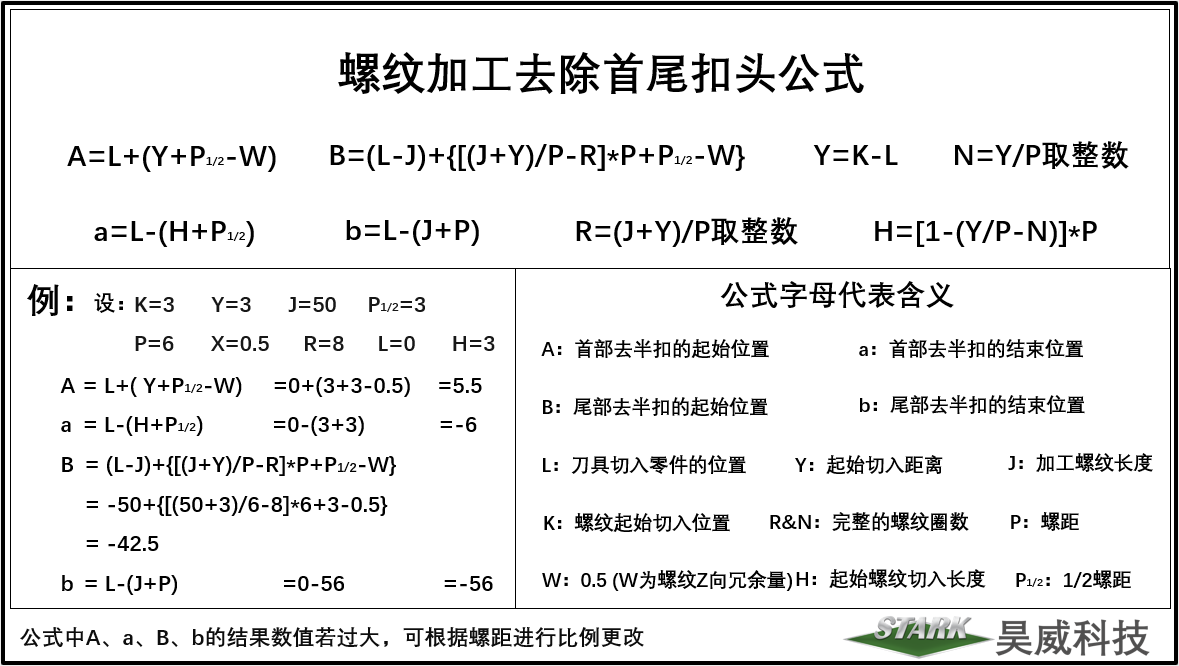
以上为梯形螺纹的计算公式
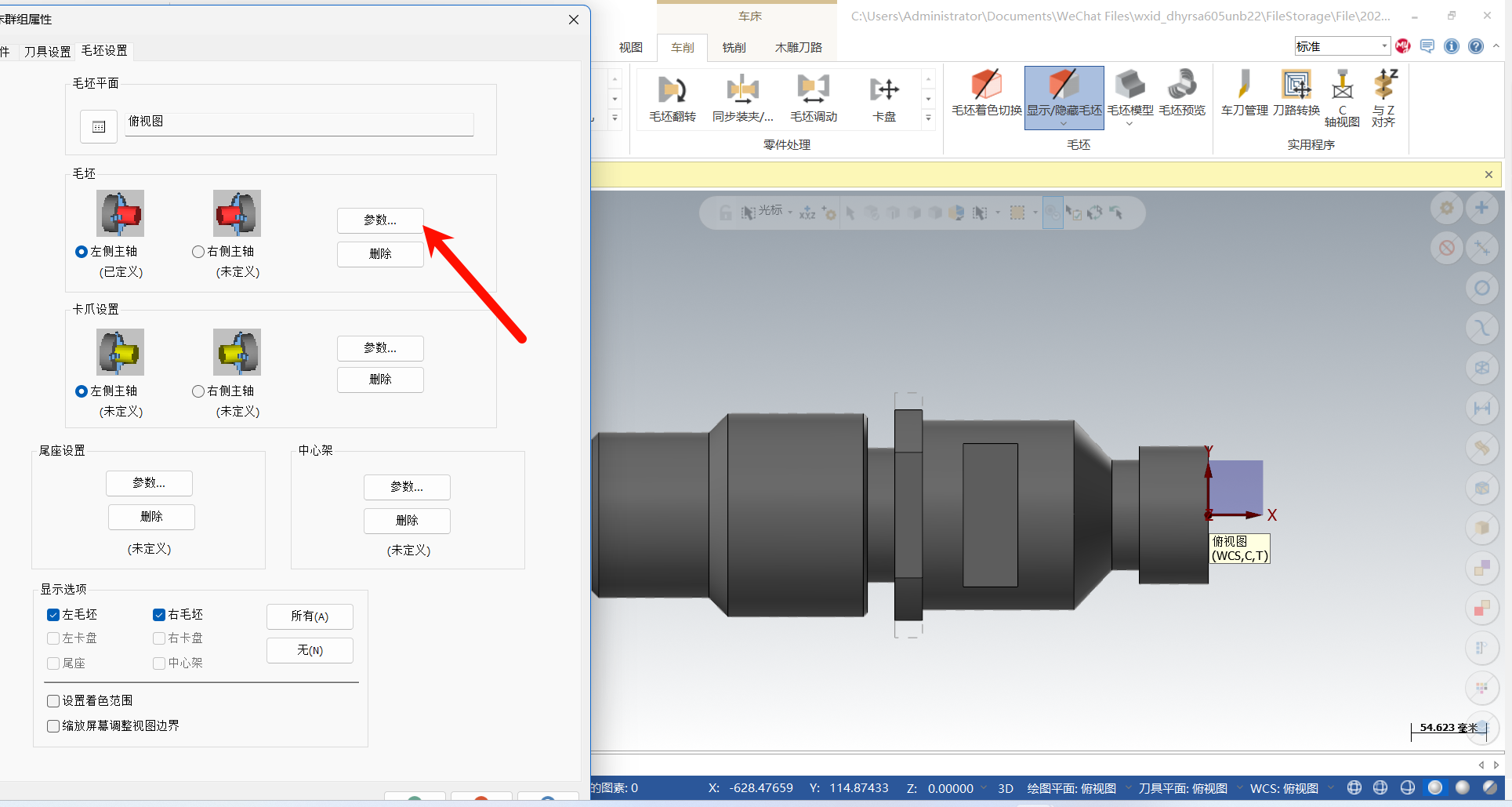
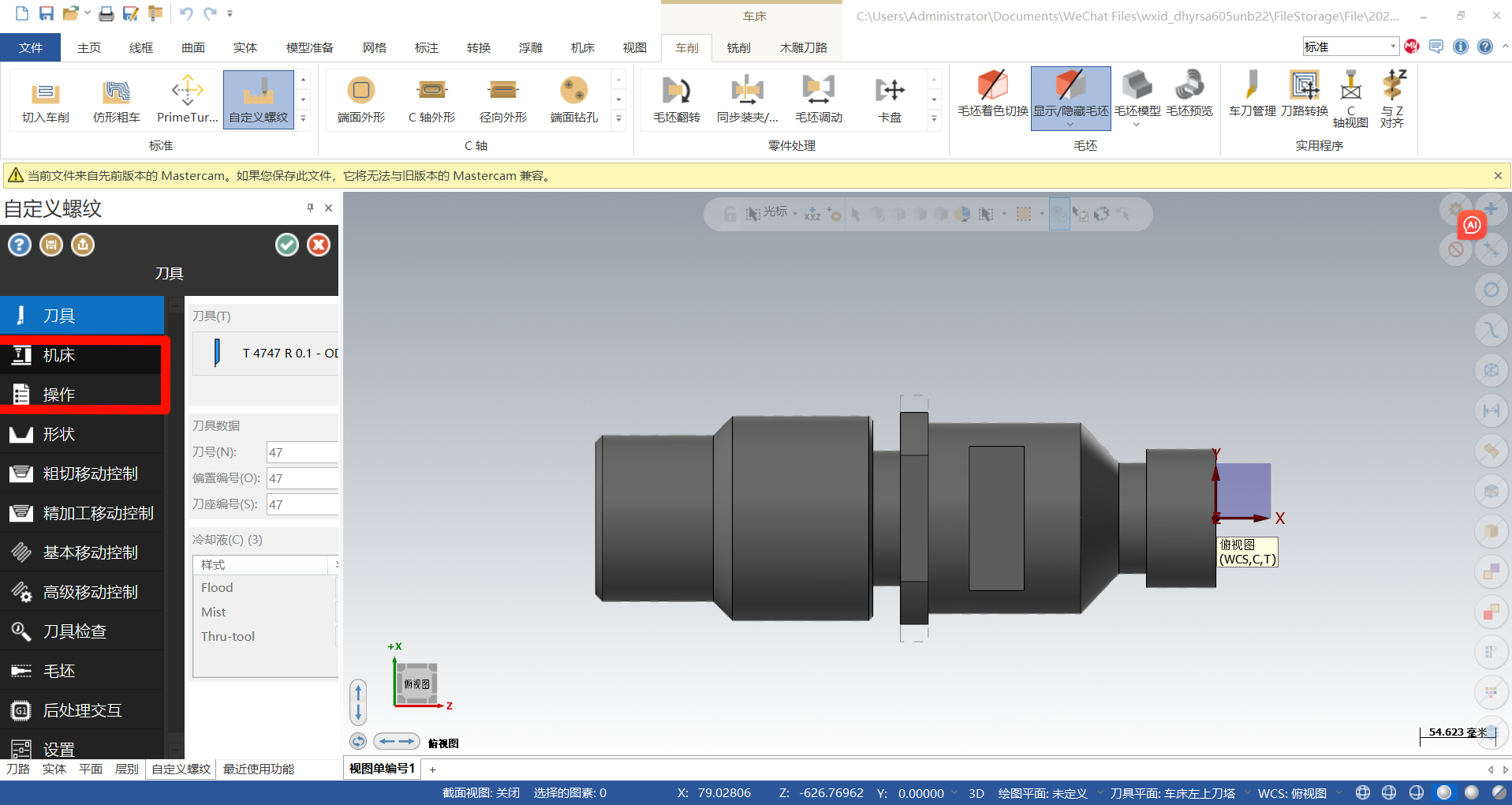
1.在进行自定义螺纹的加工前,要先设定零件毛坯;
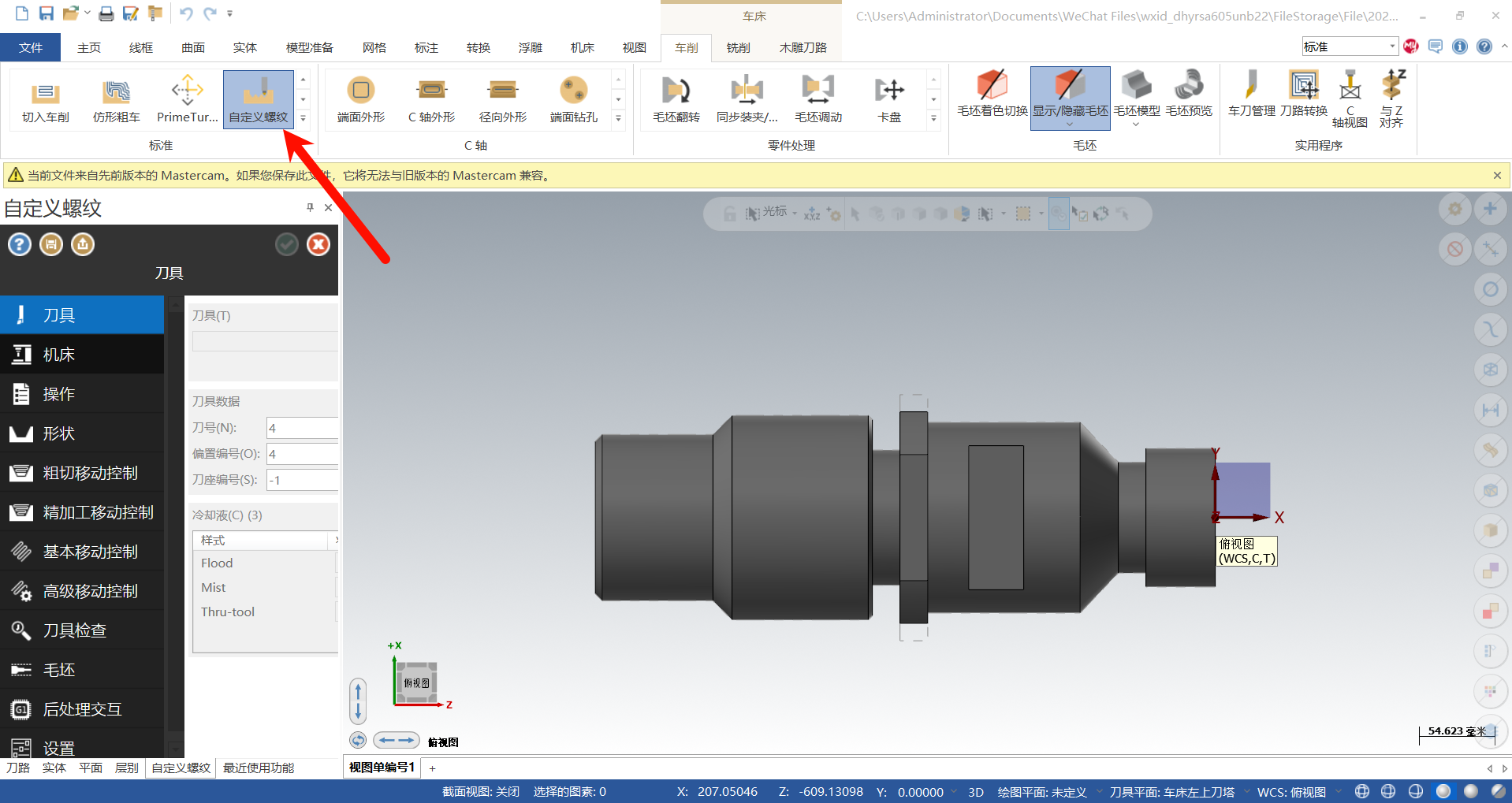
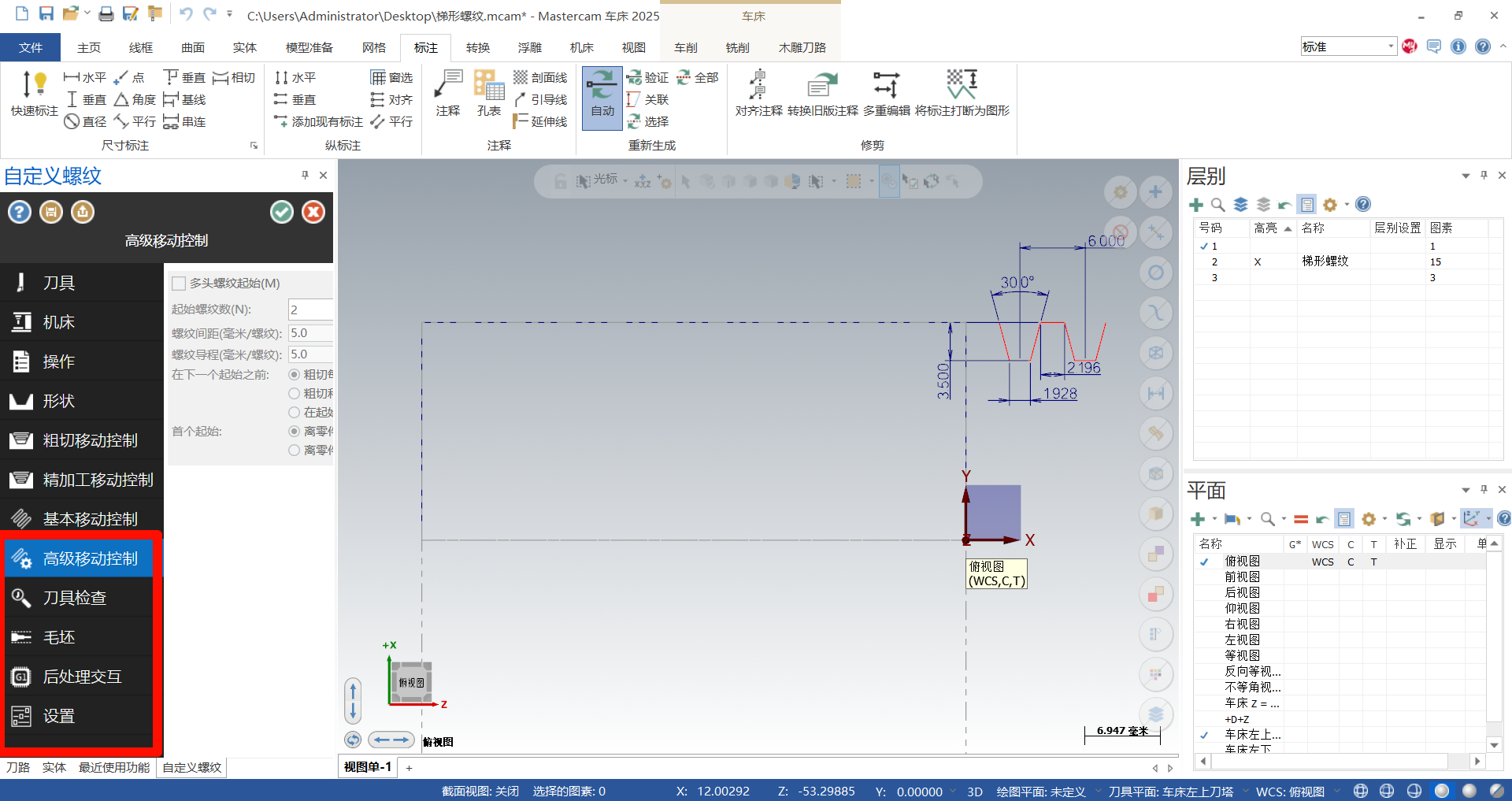
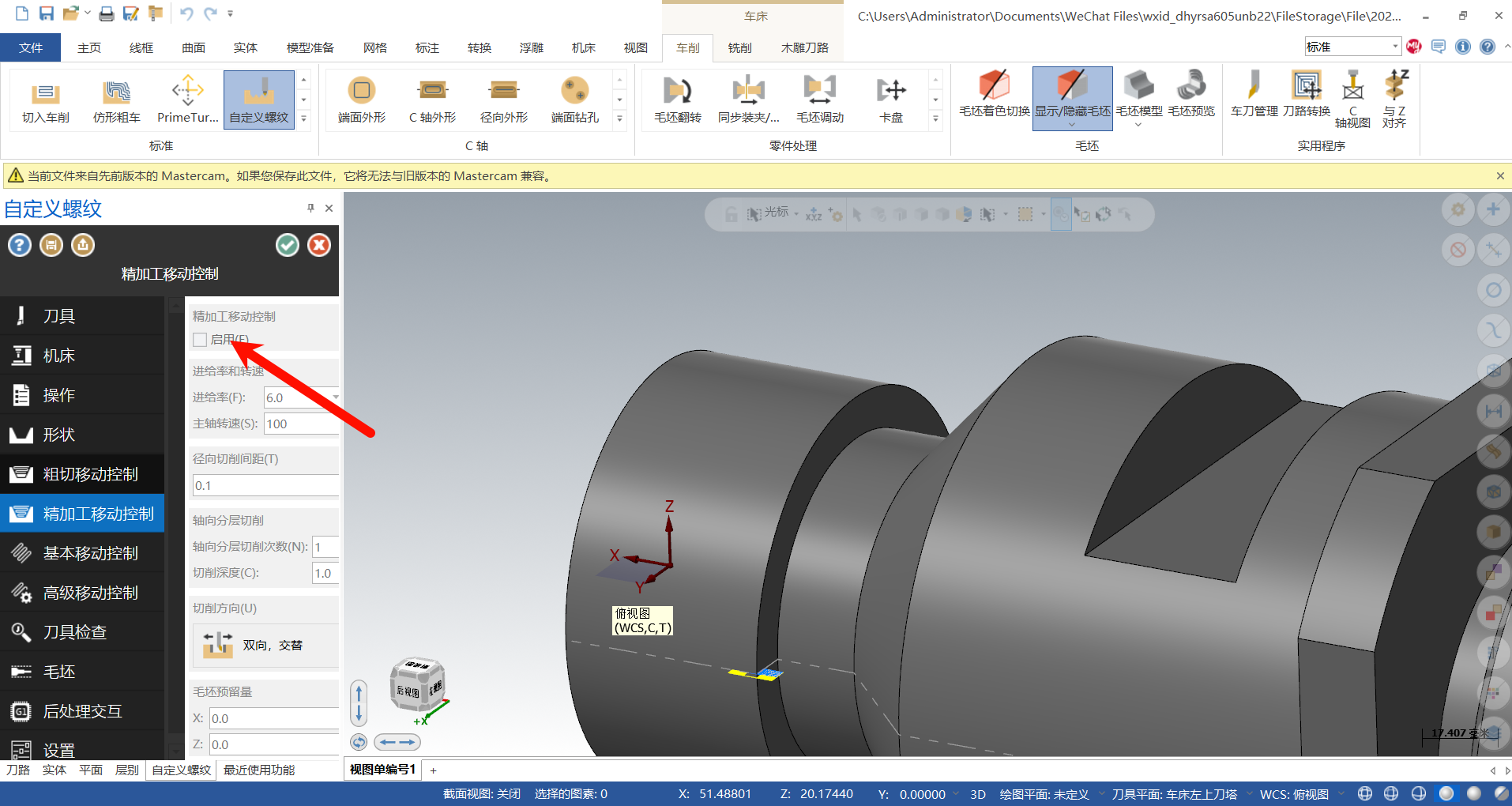
2.选择自定义螺纹策略并设置相关参数;
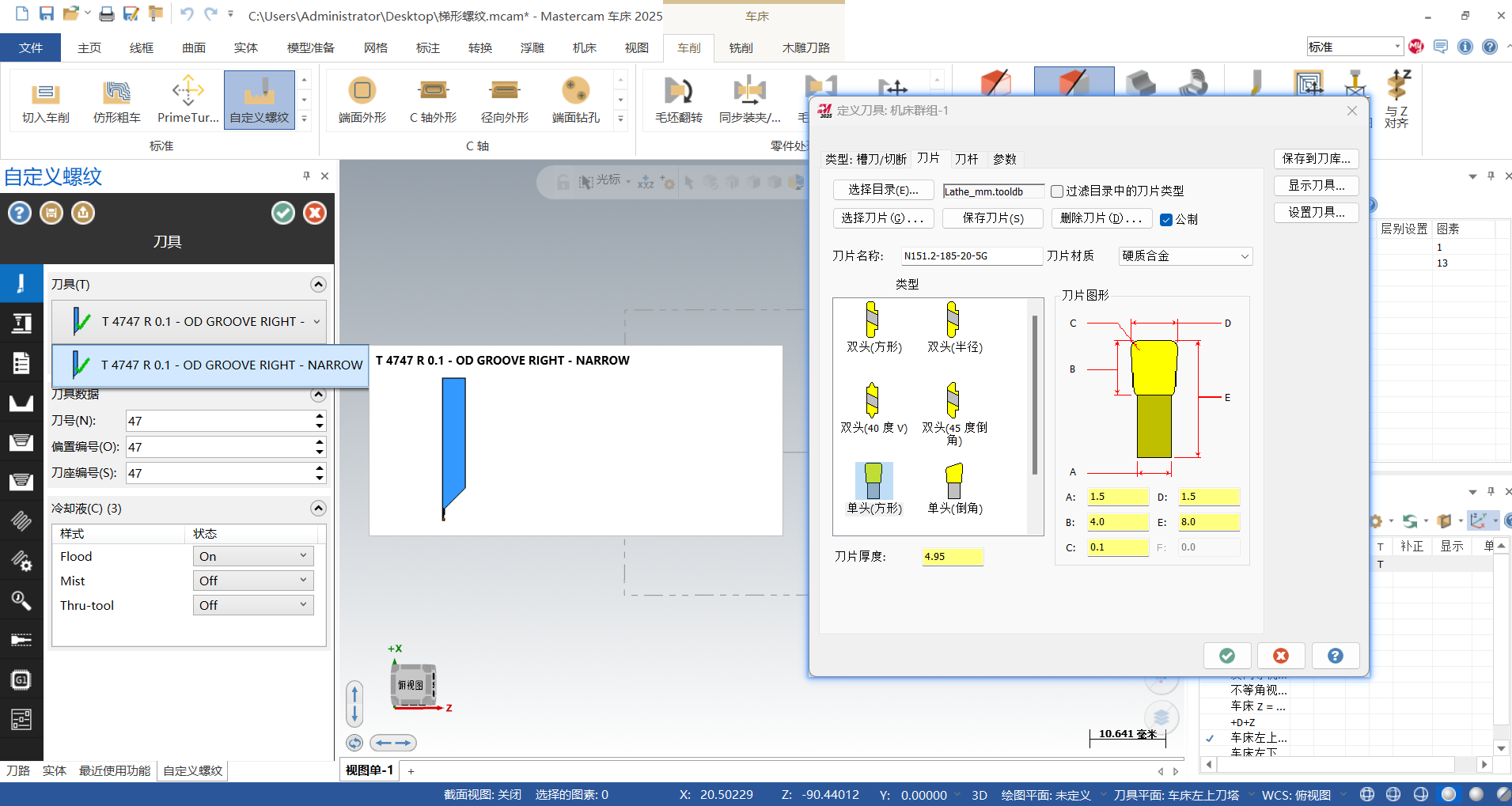
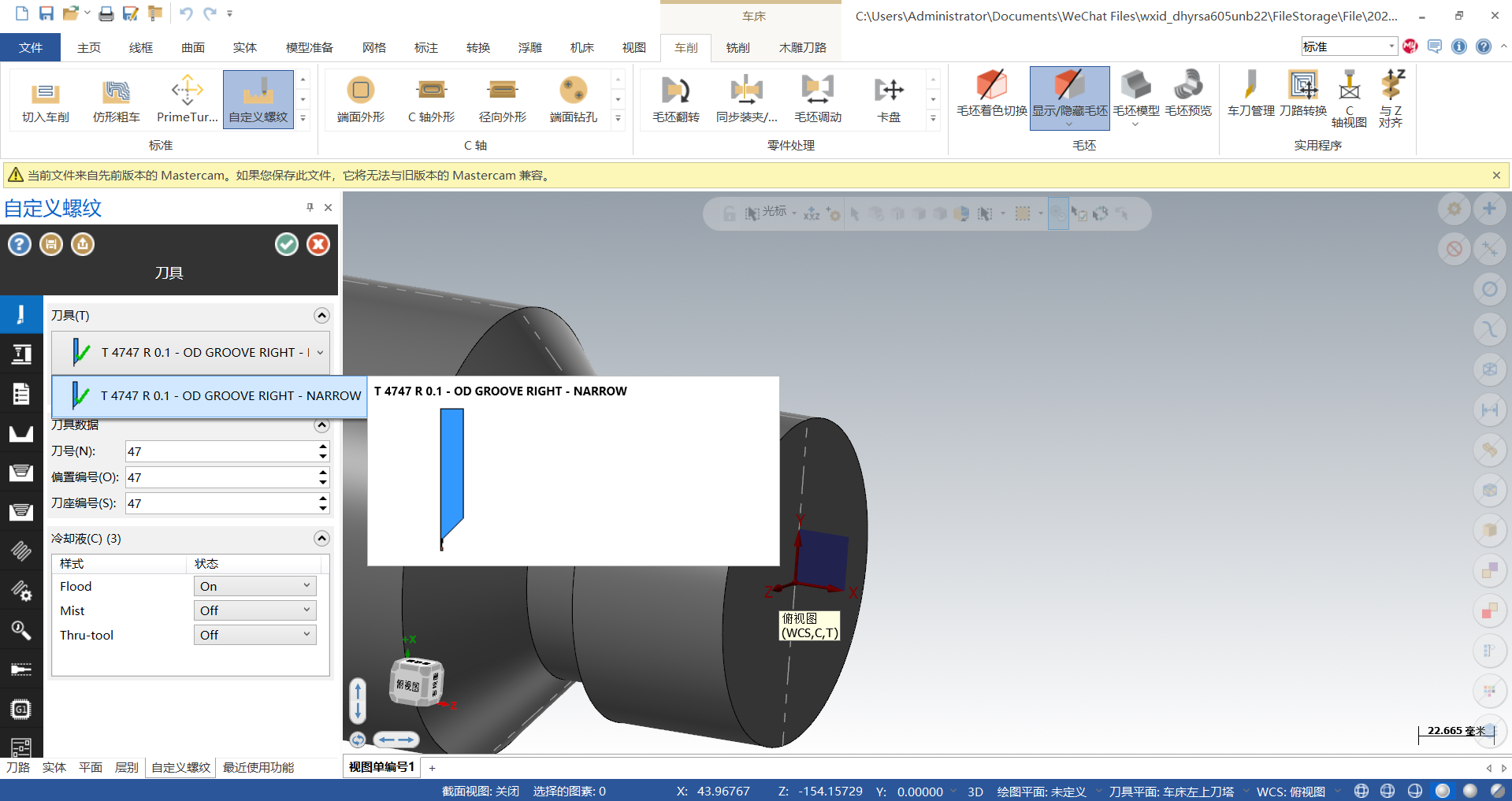
3.当使用外圆槽刀进行加工时,需确保槽刀的切宽小于螺纹牙底宽(1.928mm);
4.机床与操作的参数根据实际情况进行设定即可;
5.在设置螺纹形状时,自定义螺纹策略提供了“参数式”与“串联”两种方法;
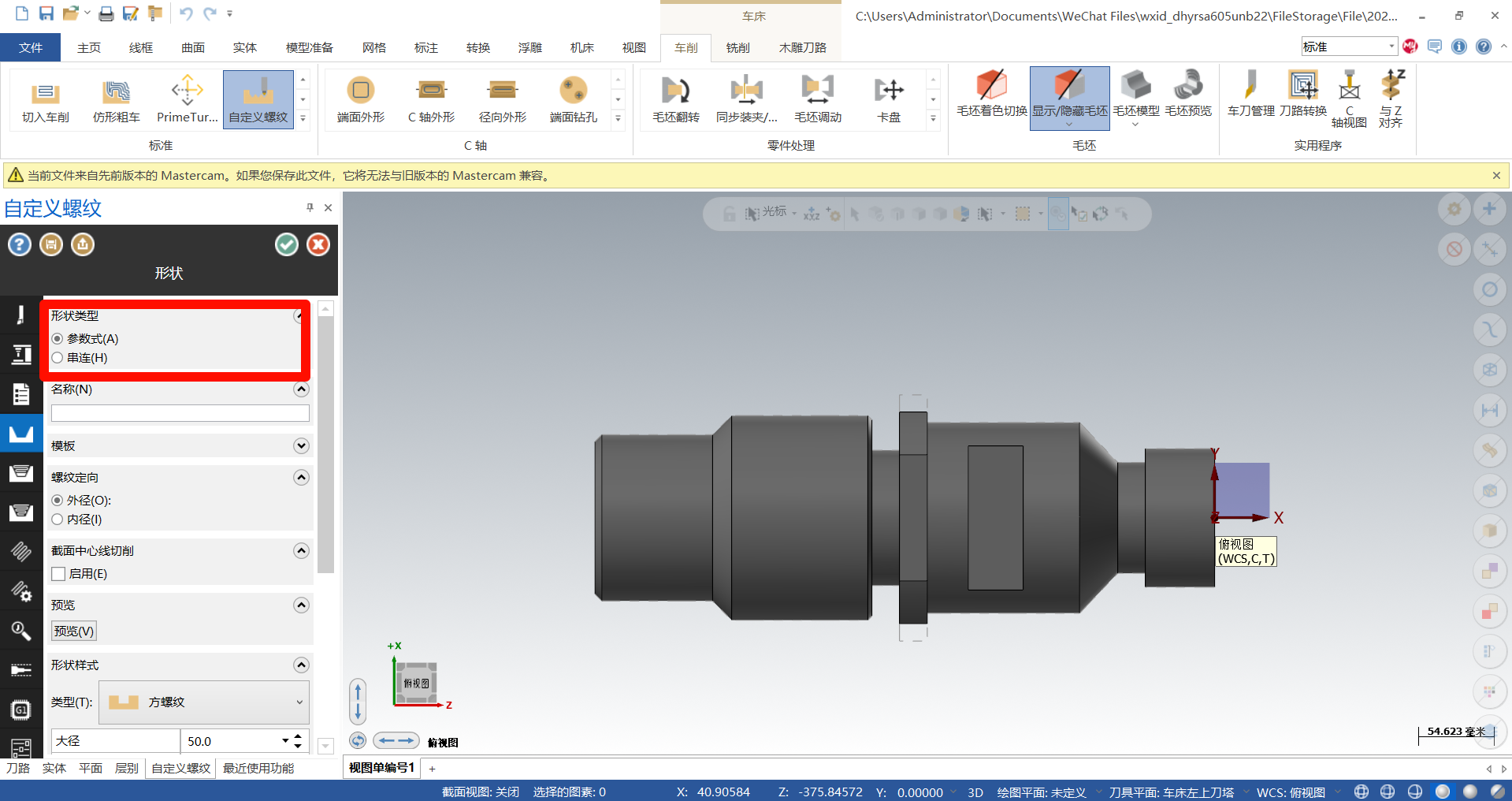
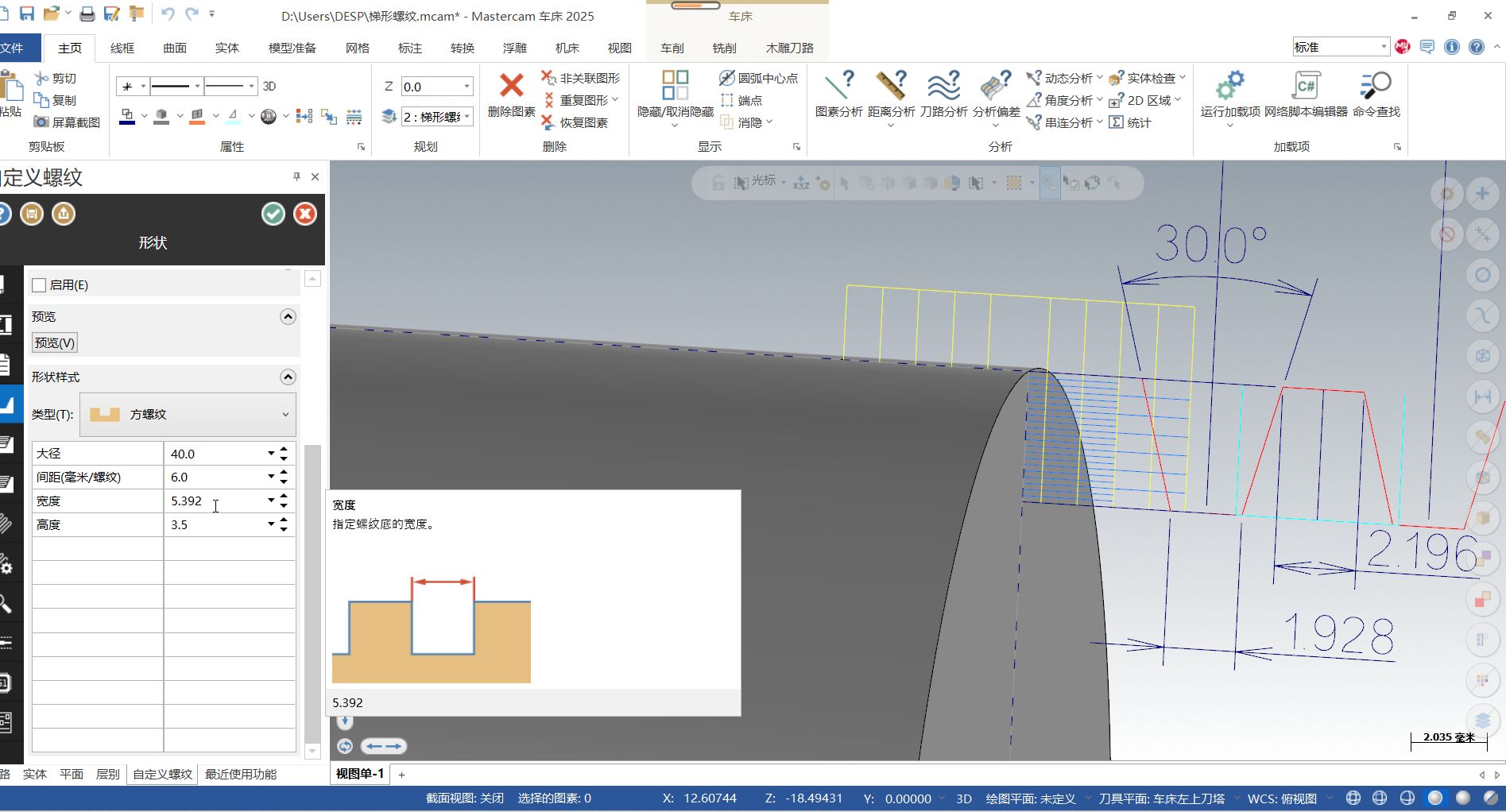
方法①:参数式
参数式创建螺纹,为大家提供了四种常用的螺纹样式;
只需根据所加工螺纹规格进行参数的设定即可。
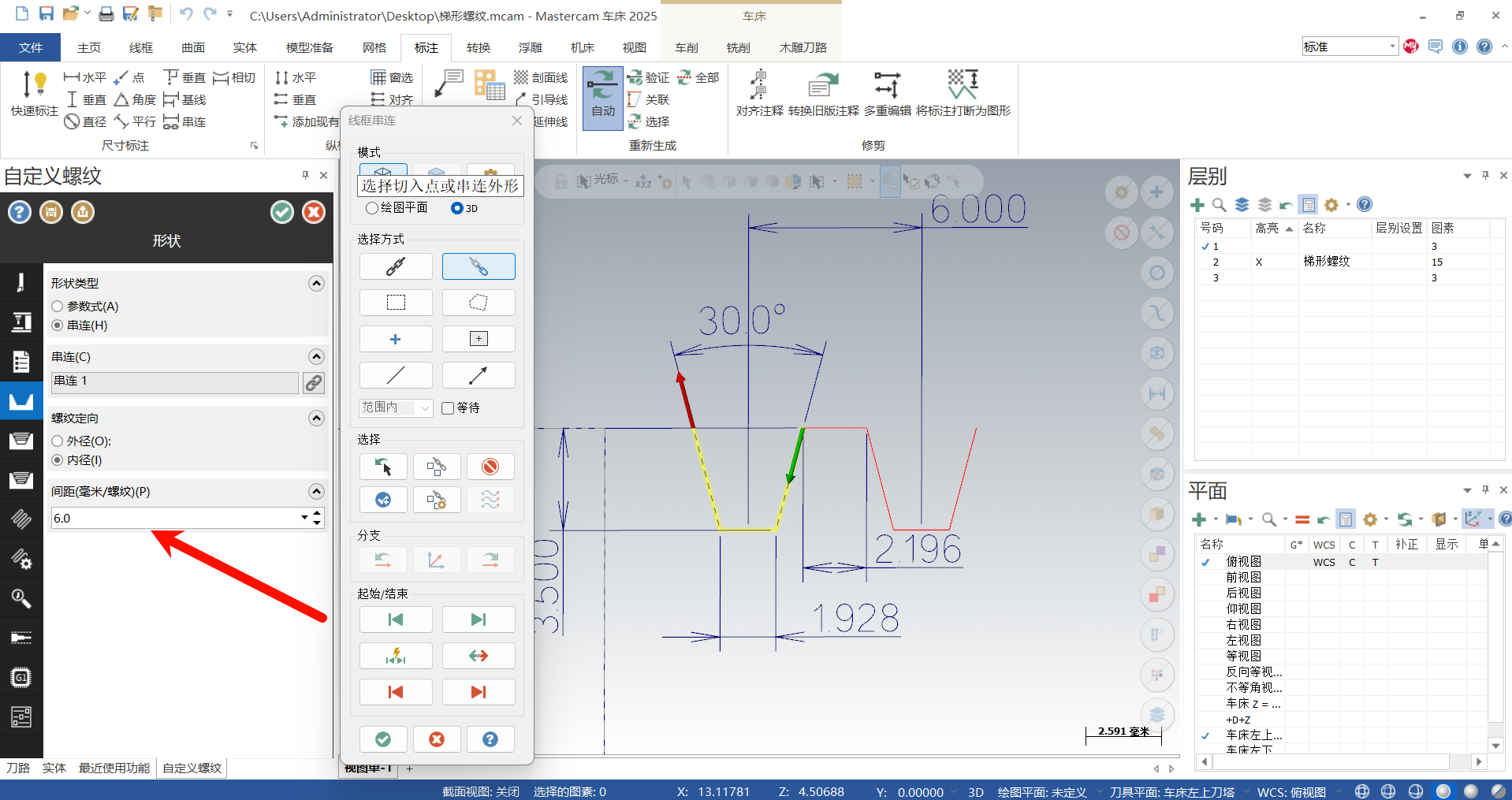
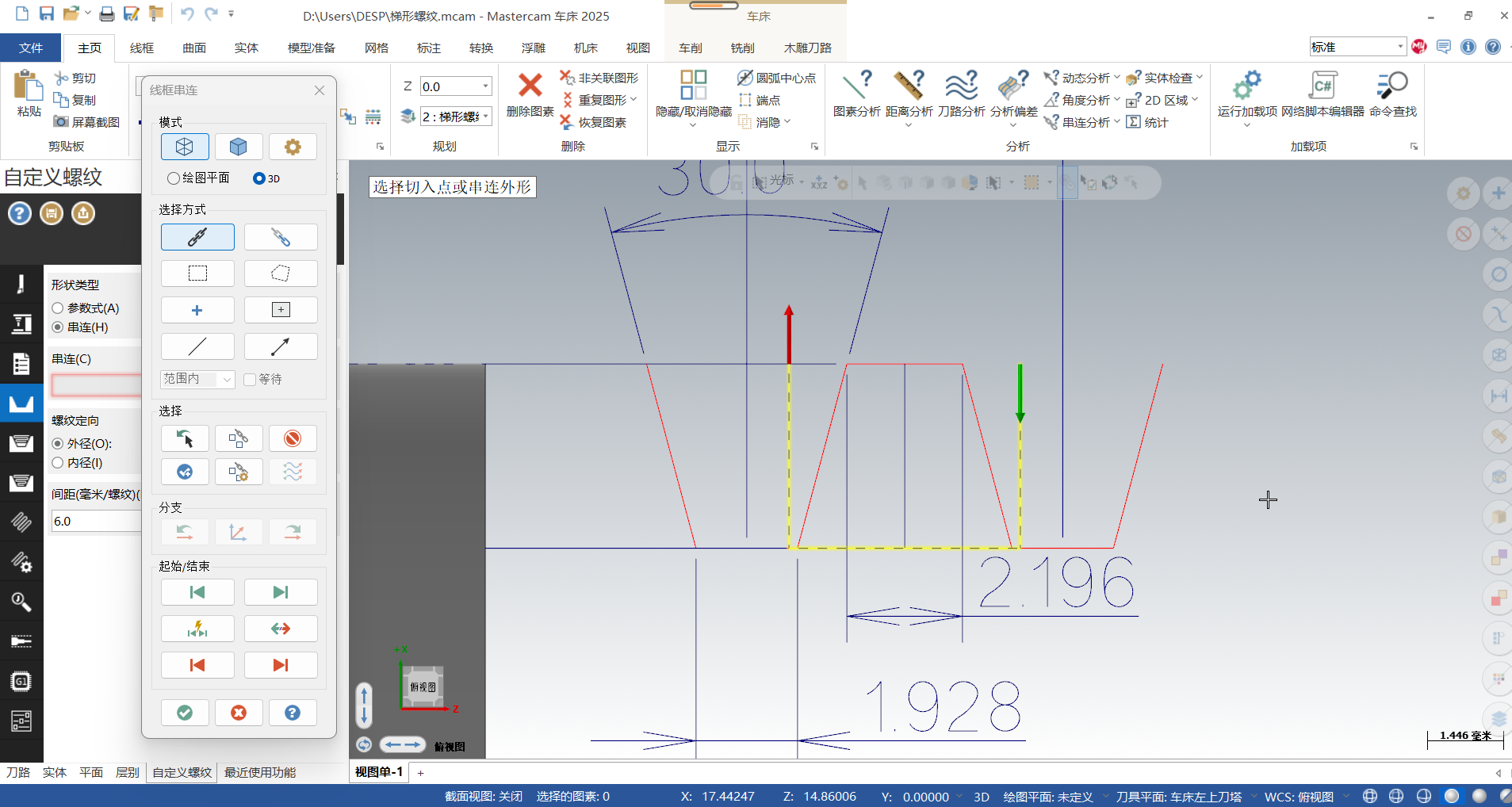
方法②:串联
使用串联去设置螺纹的话,需要绘制螺纹的形状;
完成后使用串联去选择螺纹形状图素,并设置螺距。
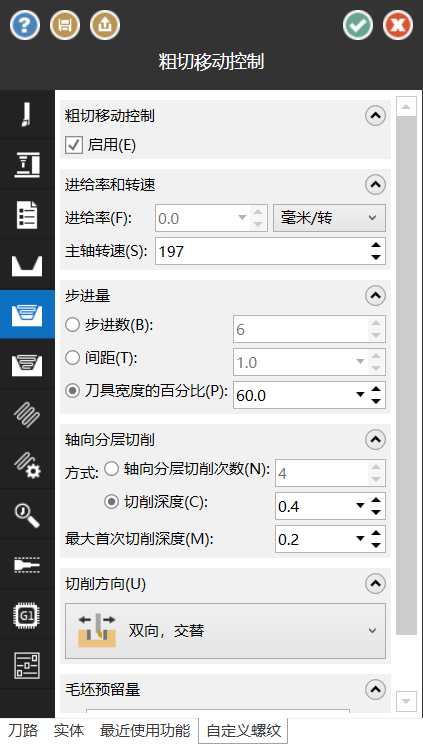
6.完成粗、精加工参数的设置;

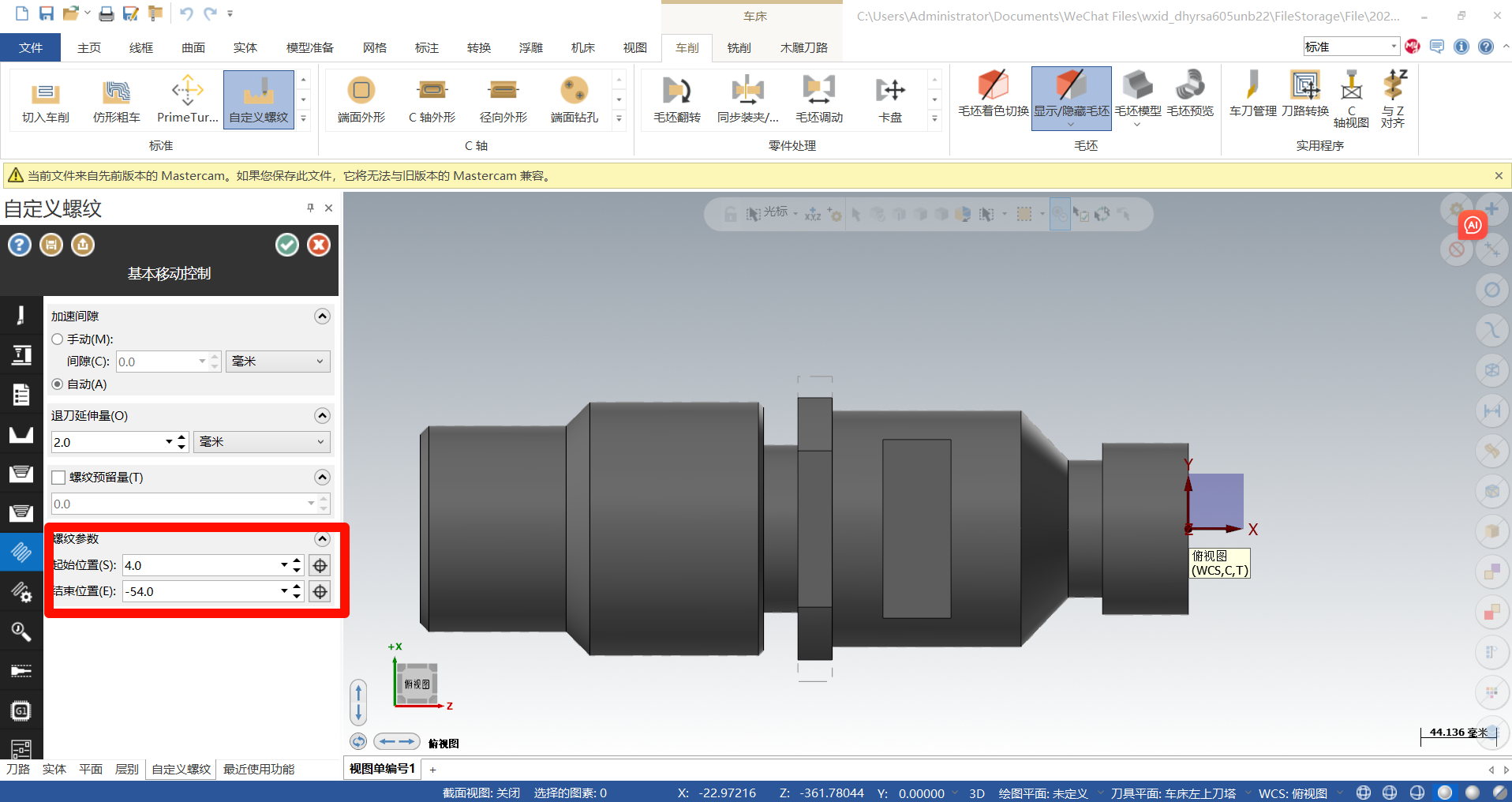
7.在基本移动控制页面中,主要设置螺纹的起始与结束位置;例如,如果加工区域的起点为0,零件长50mm,则可以设置起始位置为4,结束位置为-54;
8.完成基本移动控制的设置后,根据实际的加工情况来调整后续几个参数;
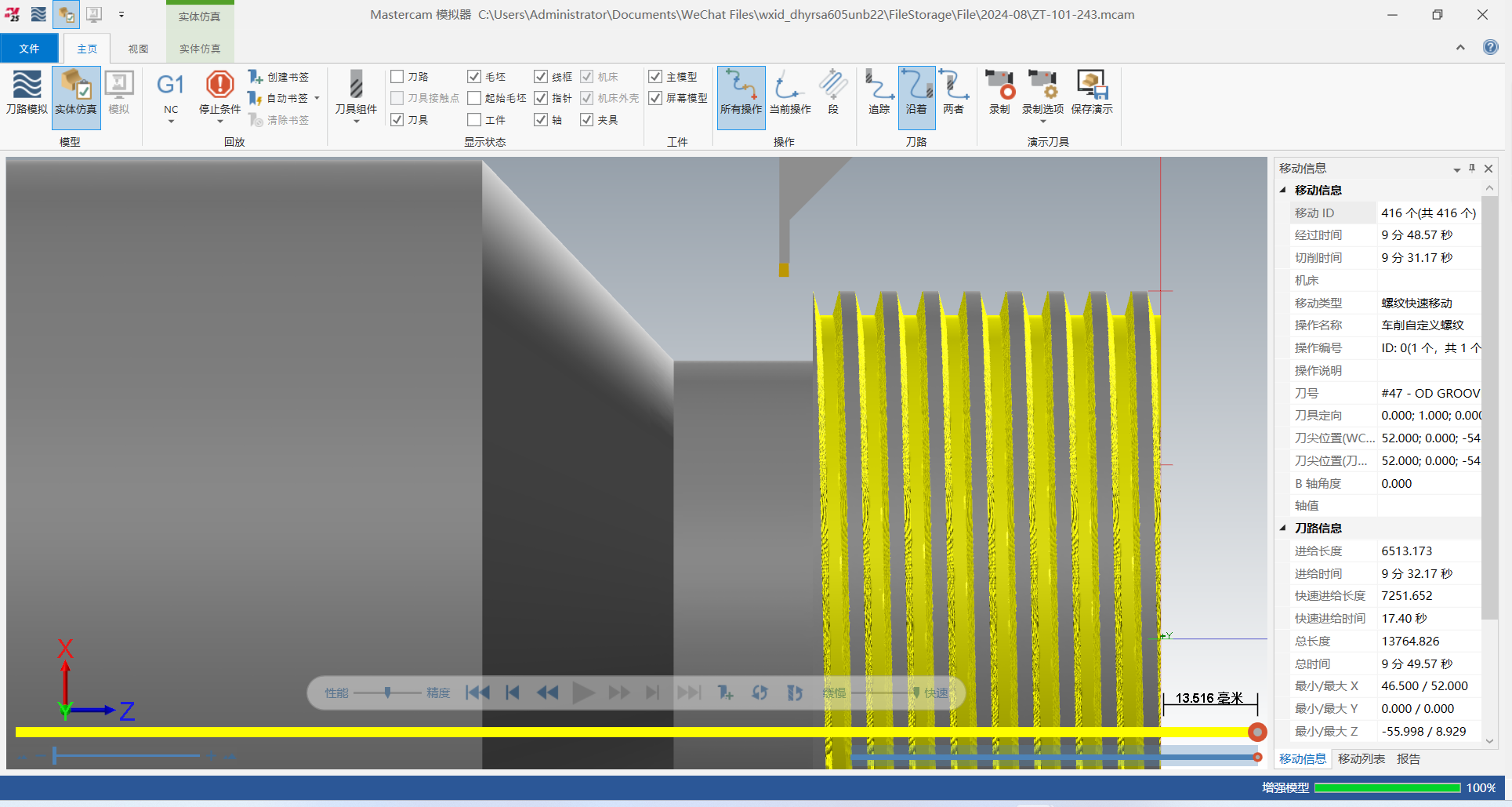
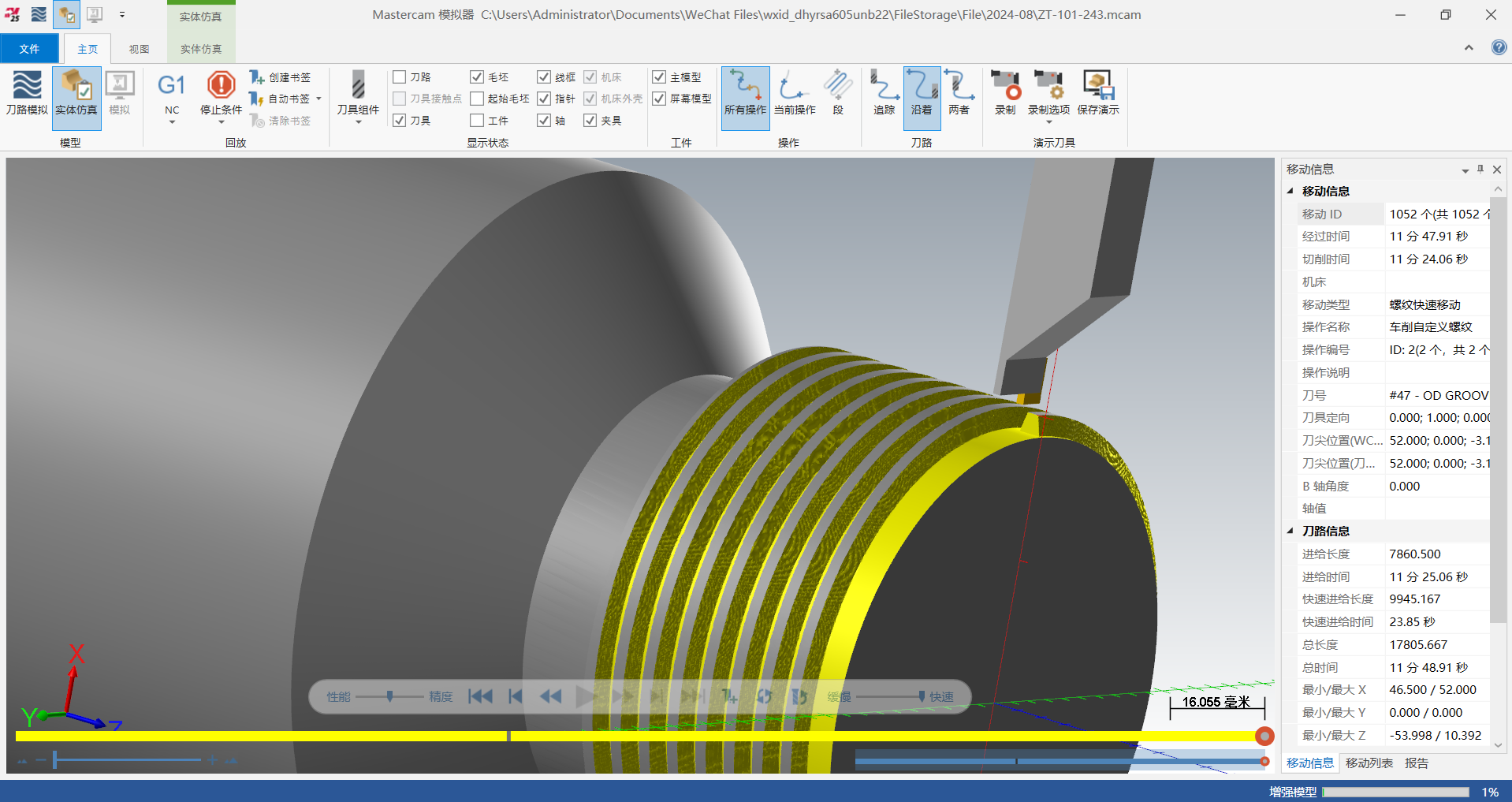
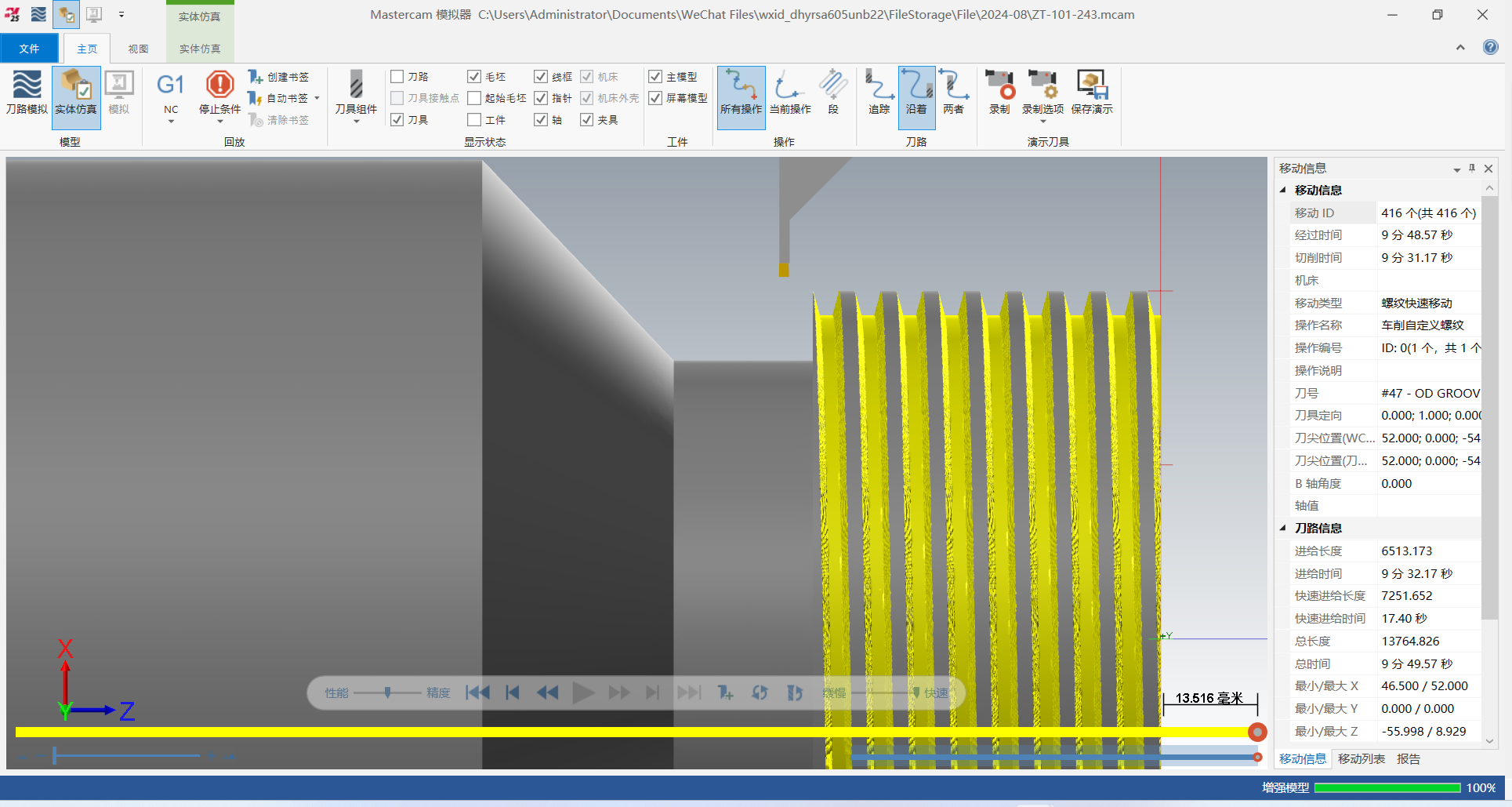
9.程序生成后,进行实体仿真以确保刀路轨迹正确无误。

以上是关于Mastercam自定义螺纹的应用介绍。
接下来,我们将探讨如何利用自定义螺纹策略来清除螺纹首尾,以达到技术要求。在程序生成过程中需要特别注意,扣头、扣尾的加工是基于螺距设置的,因此在设定参数时必须小心谨慎,以避免过切。此文章根据去除螺纹首尾半扣为例。
1.在进行参数设置时,确保加工刀具与进行螺纹加工的刀具一致;
为了方便加工,我们可以将螺纹的形状设置为矩形螺纹进行去除半扣操作。矩形螺纹的螺距与加工螺纹相同,宽度可以设置超过两倍牙顶宽,并加上圆角半径的数值。这样可以确保在去除螺纹首尾半扣的过程中,螺纹的形状和尺寸都能得到充分的保护,避免因宽度不足而导致的加工问题;
2.在去除螺纹首尾半扣时可以关闭精加工选项,只启用粗切选项即可;
3.在进行螺纹加工时,特别是在去除螺纹首尾的半扣过程中,正确设置起始和结束位置是至关重要的。这些设置确保了螺纹的长度和形状符合设计要求,同时避免在螺纹的开始或结束处留下不必要的材料或造成螺纹损伤;
我们根据Mastercam的自定义螺纹策略编写了去除首尾扣头的公式,以便大家更加便捷地去除首尾扣头。以上文中所演示的自定义梯形螺纹为例,我们将展示螺纹加工去除首尾扣头公式的实际应用;
螺纹首部去半扣
|
起始切入距离(Y):4mm |
|
|
起始螺纹切入长度(H):2mm |
|
|
刀具切入零件的位置(L):0mm |
|
|
螺距(P):6mm |
|
| 螺纹Z向冗余量(W):0.5mm | |
|
加工螺纹长度(J):50mm |
首部去半扣的起始位置(A)
= L+(Y+P1/2-W)
= 0+(4+3-0.5)
= 6.5
首部去半扣的结束位置(a)
= L-(H+P1/2)
= 0-(2+3)
= -5
螺纹尾部去半扣
|
起始切入距离(Y):4mm |
|
|
起始螺纹切入长度(H):2mm |
|
|
螺距(P):6mm |
|
|
刀具切入零件的位置(L):0mm |
|
|
加工螺纹长度(J):50mm |
|
| 螺纹Z向冗余量(W):0.5mm | |
|
完整的螺纹圈数(R):9mm |
尾部去半扣的起始位置(B)
= (L-J)+{[(J+Y)/P-R]*P+P1/2-W}
= -50+{[(50+4)/6-9]*6+3-0.5}
= -50+2.5
= -47.5
尾部去半扣的结束位置(b)
= L-(J+P)
= 0-56
= -56
以上去半扣的公式均为软件内参数,具体请根据实际情况处理。
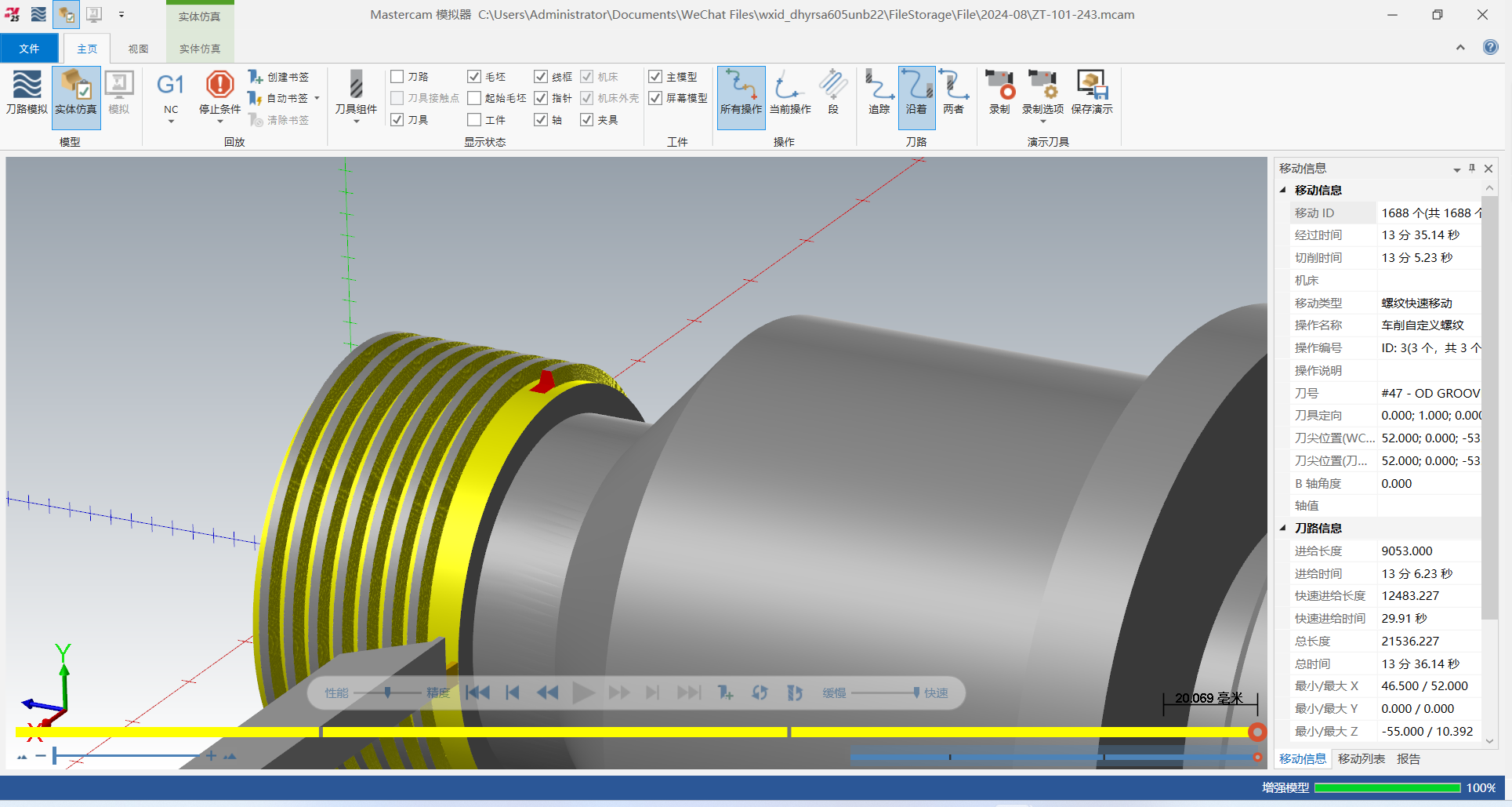
到这里,我们已经完整地介绍了自定义螺纹的使用方法,以及如何应用自定义螺纹策略来有效地去除螺纹加工中首尾半扣的问题。
并且提供了一些具体的计算示例和参数设置建议,以帮助大家更好地理解和应用这些概念。希望这些内容能够帮助大家在实际操作中更加高效和精确地处理螺纹加工任务,提升产品的质量和美观度。
感谢您阅读本期技术文章!如果您有任何疑问或需要进一步了解,敬请持续关注“Mastercam 昊威科技”公众号。
昊威科技的服务与技术支持,确保您随时从CAD/CAM的投资中获得最大收益,我们为您服务的每一步,都将提高您的工作效率。

赋能高端制造 聚焦人才培育
Mastercam 中国大陆
全领域产品销售及服务商
 010-84787981
010-84787981 北京市朝阳区望京园609号楼718号
北京市朝阳区望京园609号楼718号
北京昊威科技有限公司 版权所有 CopyRight©2014 All Rights Reserved 京ICP备 19035463号-1